Maşina de indreptat CФ6.
Maşinile de indreptat se deosebesc după lăţimea maximă a piesei de prelucrat : 250 mm (CФ3-3, CФA3-1, C2Ф3-3); 400mm (CФ4-1, CФA4-1, C2Ф4-1) şi 630mm (CФ6-1, CФK6-1).
După numărul mecanismelor de tăiere se impart in maşini unilaterale şi bilaterale. Pe cele bilaterale se frezează concomitent două feţe ale semifabricatului: una din feţe şi cantul. După tipul de avans al materialului de prelucrat se deosebesc maşini cu avans manual şi maşini cu avans mecanic. Pentru colectarea şi evacuarea aşchiilor şi prafului, maşinile sunt utilate cu colectoare de aşchii.
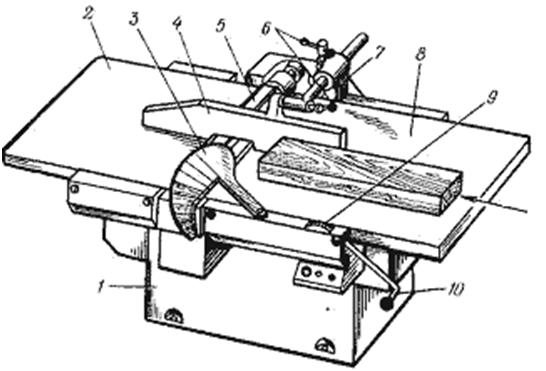
Fig 2.4. Maşina de indreptat CФ6-7
- batiu; 2- masa posterioară; 3-grilaj de protecție in formă de evantai; 4-rigla de ghidare; 5- arbore port cuțit; 6- șuruburi; 7- consolă pentru fixarea riglei de ghidare; 8- masă anterioară; 9- riglă gradată; 10- maneta mecanizmului de ridicare și coborîre a mesei anterioare.
Maşina de indreptat manual CФ6 este formată din batiu in formă de cutie pe care sunt montaţi arborele portcuţit, masa anterioară, masa posterioară şi rigla ghidaj. Arborele portcuţit primeşte mişcarea de la un motor electric prin intermediul unei transmisii prin curele trapezoidale.
Pentru schimbarea grosimii stratului de prelucrare, masa anterioară se poate deplasa in inălţime. Cea posterioară este destinată pentru bazarea precisă a feţei prelucrate a piesei. Rigla de ghidaj este destinată pentru bazarea laterală precisă a semifabricatului. Zona de lucru a arborelui portcuţit este inchisă de dispozitivul de protecţie in formă de evantai.
Reglarea maşinii
Include instalarea corectă a cuţitelor in arborele portcuţit, reglarea poziţiilor corecte a meselor, riglei de ghidaj şi mecanismului de avans. Cuţitele trebuie să fie ascuţite, echilibrate şi compensate. Inainte de a instala cuţitele in arborele portcuţit se execută următoarele lucrări:
- se deconectează intrerupătorul de intrare, mecanismul de avans automat se roteşte in poziţia de repaus;
- rigla de ghidaj se deplasează in poziţia extremă de dreapta;
- masa anterioară se coboară in poziţia extremă;
- arborele portcuţit se fixează cu ajutorul dispozitivului de blocare;
- şuruburile de fixare a cuţitelor se deşurubează, cuţitele tocite se extrag;
- canalele de corp şi penele se curăţă de aşchii, praf şi răşină;
- se instalează cuţitele pregătite.
Cuţitul se instalează in arborele portcuţit in aşa fel, ca tăişul să depăşească muchia penei de stringere cu 1,5…2 mm cind grosimea stratului de prelucrare este mai mare de 0,2 mm şi cu 0,5…1 mm cind grosimea aşchiilor este sub 0,2 mm .
Pentru obţinerea preciziei necesare de instalare, se folosesc dispozitive de instalare şi control. Precizia instalării se controlează cu o riglă sau cu prisma de lemn. Prisma se instalează pe masa posterioară la capătul arborelui portcuţit. Arborele se roteşte manual şi, stabilind şuruburile de fixare, poziţia cuţitului se schimbă in aşa fel, ca muchia lui tăietoare să atingă prisma. Şurubul cel mai apropiat de prismă se stringe uşor. Schimbind bazarea prismei, se verifică poziţia celuilalt capăt al cuţitului. Poziţia cuţitului se reglează in aşa fel, ca muchia acestuia să fie dispusă pe toată lungimea identic relativ la prismă. La fel se procedează şi cu rostul cuţitelor. Cuţitele reglate se fixează cu şuruburi.
Obţinerea preciziei de instalare necesară se poate face şi cu ajutorul unui şablon-scoabă. Scoaba este utilată in reazemul de bazare cu ajutorul căruia se instalează pe arborele portcuţit. Şablonul se reglează in prealabil. Cu ajutorul şurubului opritorul de bazare se reglează in aşa fel ca să fie asigurată depăşirea optimă a cuţitului relativ la corp. Deplasind scoaba de-a lungul arborelui portcuţit, se asigură paralelismul cuţitelor la corpul arborelui.
Dispozitivul cu comparator este alcătuit din corpul cu plăci rectificate cu precizie, in care este fixat comparatorul cu cadran circular. Dispozitivul se instalează pe masa posterioară in aşa fel ca opritorul să atingă tăişul cuţitului. Poziţia cuţitului in corp se reglează folosind in acest scop scara comparatorului.
Reglarea mesei se face prin rotirea axelor cu excentric cu ajutorul piuliţei, prin intermediul tracţiunilor cu şurub, iar precizia instalării se controlează ca un şablon de control.
Executarea lucrului pe maşini. La prelucrarea semifabricatelor de dimensiuni mici, maşina de indreptat cu avans manual este deservită de un singur muncitor. Operatorul ia semifabricatul din stivă, apreciază vizual care din feţele semifabricatului este convexă şi care este concavă in jos.
Stringind lateral semifabricatul la masă şi la rigla de ghidaj cu mina stingă, cu mina dreaptă operatorul avansează spre arborele portcuţit. La executarea avansului se urmăreşte cu multă atenţie poziţia miinilor relativ la arborele portcuţit, ţinindu-le la o distanţă suficientă ca să fie asigurată securitatea. La prelucrarea pieselor de dimensiuni mici apare un pericol mărit de accidentare. După fiecare trecere, operatorul apreciază calitatea prelucrării şi, in cazul in care a avut loc o indreptare insuficientă a feţei, repetă operaţia.
Dacă este necesară indreptarea a două feţe ale semifabricatului, mai intii se frezează faţa, apoi cantul, stringind piesa cu faţa prelucrată in prealabil la rigla de ghidaj.La prelucrarea pieselor cu gabarit mare, maşina este deservită de doi muncitori.
Viteza avansului manual pe maşină se alege individual pentru fiecare semifabricat, in funcţie de defecte şi de adincimea de frezare necesară. Adincimea frezării depinde de adaosul de prelucrare şi de dimensiunile defectelor. Indepărtarea adaosului se efectuează prin două şi mai multe treceri la o adincime de frezare mică.
Precizia de prelucrare a pieselor obţinute se verifică prin aşezarea a două piese cu feţele prelucrate una pe cealaltă, determinindu-se vizual mărimea erorii de prelucrare după mărimea interstiţiului intre ele.
Protectia muncii la masinele de indreptat:
Muchiile tabliilor mesei ,indreptate inspre arbore port-cutit vor fi confectionate dinotel.Reglajul de inaltime a tabliilor mesei trebuie sa se permita sa se ducala mdistanta dintr muchiile de otel ale tabliilor mesei si arboreal port cutit fara a atinge cercul descris de virful; cutitelor .Arborele port cutit va fi de forma cilindrica.La arborele port-cutit se vor limita dimensiunele canelurilor de evacuare a aschiilor la un minim comparabil cu o functionare corecta a masinii.Latimea canelurilor nu va depasi 10mm,iar adincimea lor 3mm.Latimea golurilor create de penele de fixare a cutitelor se va mentine la nivelu stabilit de fisa tehnica a utilajului.Cutitele echilibrate,calibrate si centrate corect se vor fixa regid prin dispozitive montate in corpul arborelui port – cutit.Nu se admite montarea cutitelor murdare de rugina,umede,cu urma de grasimi sau fisuri.Rigla de ghidare va fi suficient de inalta pentru a permite o ghidare sigura a materealului.Suprafata de ghidare a riglei nu va veni in contact cu cercul de scris de cutite in nici o pozitie a tabliilor mesei.
In cazul riglelor de ghidare inclinabile nu se va permite modificarea distantei dintre muchia inferioara si masa.Pirghiile si mantalele de pe rigla de ghidare trebuie sa fie astfel construit in cit sa poata fi reglat rapid in functie de demensiunele piesei de prelucrat si pozitia riglei de ghidare,sau sa se regleze in mod automat.Dispozitivul de protectie va fi suficient de robust pentru a rezista la socurile provocate de piesa si pentru a suporta greutatea acestea.
Se interzice lucru la masina daca lipseste chiar numai unul din suruburile de stringere a cutitelor.Se interzice utilizarea cutitelor a caror latime de sprigin pe arborele port-cutit este mai mica de 16mm.
